Sortierung von Federn

Ing. Buero Dieter Munkes News • June 2, 2016
Sortieren klingt so einfach…
Aber was ist wenn der Nennhub der Feder nur 200 Micrometer ist bei 2,8N Kraftdifferenz also einer Feder 1mm Durchmesser, 5mm lang und einer Rate von ca. 14N/mm
Die Messzeit ist 300ms
Also 2,8N sauber zum Sortieren benutzen bedeutet <10mN Rauschen 2-3mN Auflösung
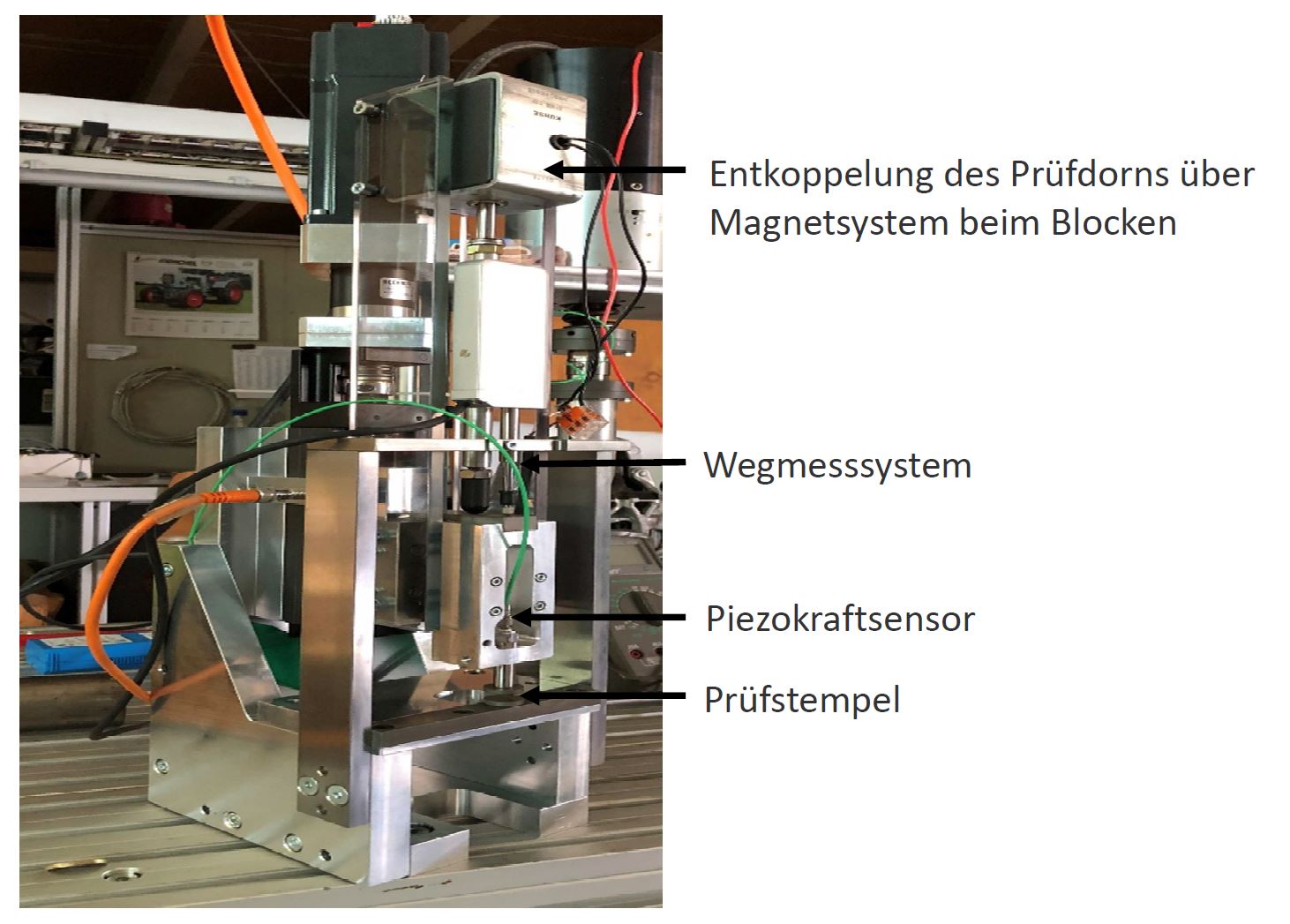
Ein Mircometer sind 14mN bei der Federrate. Hier gibt es hohe Ansprüche an die Auflösung der Wegmessung.
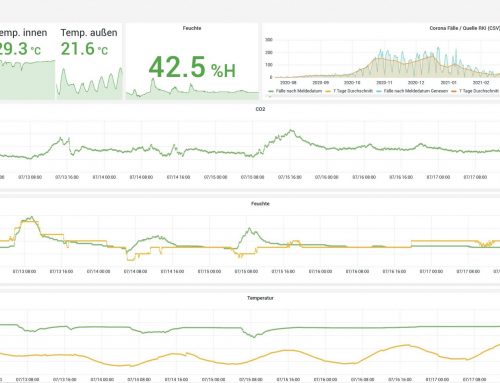
Das gesammte Messgestell darf sich nicht mit der Temperatur dehnen sonst leidet die Wegmessung.
Für die Anlage wurde zur Abnahme eine Messunsicherheit bestimmt unter Einbezug alle Einflüße auch Kalibrierung und Temperatur. Das Ergebnis lag bei 16mN für 99% aller Messwerte.
Lässt man die Anlage die selbe Feder 10000 mal messen und schaut sich die Streuung an, so ergibt sich 1,8mN für 99% Messwerte . Die klassische MSA zum Test der Wiederholbarkeit/Streuung hätte da viel besser ausgesehen als eine Messunsicherheit.
Also die Sortiergrenzen sind damit nur 16mN schmäler als das Toleranzfenster für den Kunden.
Nur wie kommt man da hin, vor allem in 300ms.
Die wichtigste Grundlage findet sich in der Signaltheorie. Dimensionieren von Filtern. Korrelieren von Zeitreihen.
Mann muss in jeder Millisekunde sicher sein, das die Kraft zum jeweilgen Weg passt! Was nicht einfach ist da die Signalpfade unterschiedliche Wege und Hersteller haben.
Wenn das geschafft ist kommt die Frage wie man die Temperatur als Einfluß raushält.
Mit dem Wissen des Kurvenverlaufs der Feder kann nun ein Kurvenfitting stattfinden welches aus einigen hundert Werten genau die der Feder ableitet und damit das Rauschen filtert.
Des weiterem muss im Bewegungsablauf darauf geachtet werden möglicht keine Schwingungen anzuregen.
Ein Anfahren von Positionen ist zeitlich nicht drin und würde Schwingungen anregen. Die Daten an einer Position kommen nachher aus der gefitteten Formel.
Ebenso lässt sich eine Feder gezielt in Echtzeit setzen.